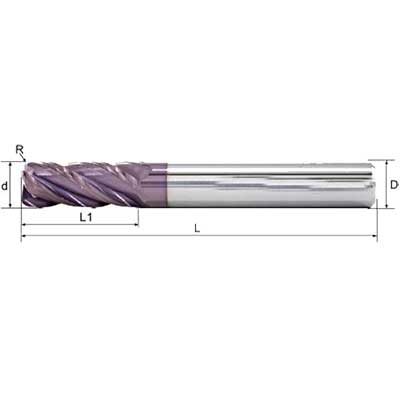
方肩铣刀选择注意事项
肩铣刀选择注意事在方肩铣削加工中,90°的主偏转角是加工策略和刀具选择的限制因素。这就需要正确选择加工条件进行补偿。切削条件的******组合(高安全性、高生产率和低生产成本)是高回切能力、高进给量和中等切削速度的组合。当机器过载时,需要减少刀负荷,这是优先于减少进给量。一般来说,方肩铣刀的选择应注意以下几点:
(1)径向背咬不应超过刀具直径的30%(出于安全原因),如果径向背咬小于刀具直径的30%,轴向背咬可等于刃口长度(从安全考虑不应超过80%)。当径向回切量超过30%时,轴向回切量不应超过切削刃长度的30%。如果反咬或进给量受到加工条件(零件尺寸、机床功率、刀具或零件稳定性)的限制,可以通过提高切削速度来提高生产率。
(2)利用平均切屑厚度和切削速度来优化加工工艺,特别是当径向回咬量小于刀具直径时(不超过30%)。刀具和刀片的选择(硬质合金材料、几何角度和尺寸)应根据所选择的切削参数的组合而适当。
(3)夹紧刀具尽量短,尽量结实,并始终选择满足加工要求的刀具直径尽量大。
(4)密齿刀具切屑空间小,但其稳定性高,可采用较高的进给速度。当径向背切量小于刀具直径的30%时,选用密齿刀具为******选择。对于槽铣削,标准齿间距和齿薄工具是最好的选择。
(5)如果表面粗糙度要求不高,进给速度的选择应尽量高。特别是加工不锈钢、高温合金和钛合金时,为了避免表面加工硬化,需要增加进给量。但不得超过每齿最大进给量。
上一条:Pcd刀具的焊接问题都有什么?
下一条:各种钨钢铣刀的经济性




 扫一扫添加微信
扫一扫添加微信